1.金属咬合原理(lǐ)密封在铸铁(硬性材料)上的特殊性
上篇文(wén)章我们重点介绍了金属咬合原理(lǐ),以及软性材料和硬性材料的不同点:简单的总结為(wèi):咬合就是软硬不同的金属材料挤压变形产(chǎn)生的结合方式;根据二者不同材料结合面的咬合形式,有(yǒu)可(kě)分(fēn)為(wèi)主动咬合和被动咬合,主动咬合主要针对基材比较软,比如铝、铜等材料,堵头表面比较硬;被动咬合是二者硬度接近或者基材硬度还高于堵头表面硬度,形成的咬合处是“你中(zhōng)有(yǒu)我,我中(zhōng)有(yǒu)你的”不明显截面形状(详细可(kě)参考公(gōng)众号上篇文(wén)章)。
针对目前我们國(guó)内液压多(duō)路阀為(wèi)主的阀體(tǐ),一般都选用(yòng)铸件作(zuò)為(wèi)基材,铸铁广泛的应用(yòng)在液压工(gōng)业的各种阀體(tǐ)上,但铸铁的含碳量比较高,其性能(néng)比较脆,抗拉性能(néng)比较差,一般常见的球墨铸铁洛氏硬度為(wèi)130~220HB左右。相对堵头密封部分(fēn)硬度来说,铸铁的硬度接近或者高于堵头密封部分(fēn),所以,在铸铁上使用(yòng)咬合原理(lǐ)的膨胀堵头,基本都是被动咬合。
由于铸铁材质(zhì)硬度较高,在加工(gōng)工(gōng)艺孔时候,為(wèi)了确保工(gōng)艺孔的尺寸公(gōng)差,往往使用(yòng)较高转速和较小(xiǎo)进给量的刀(dāo)具(jù)加工(gōng),刀(dāo)具(jù)在铸铁内孔表面在高速摩擦,会形成类似于钝化的一层“硬皮”,这种硬皮的硬度往往高于铸铁的硬度,而且為(wèi)了确保孔的公(gōng)差,光洁度,用(yòng)较高转速,造成加工(gōng)完成的工(gōng)艺孔表面实际上既“硬”又(yòu)“光滑”,这种特质(zhì)的孔,基于金属咬合膨胀密封来说,变得更為(wèi)特殊。因為(wèi)咬合主要的影响因子就是硬度差值和表面粗糙度(详可(kě)参考上篇文(wén)章);如果忽略铸铁工(gōng)艺孔的特殊性,往往会产(chǎn)生泄漏等各种问题,而铸铁材料在液压多(duō)路阀體(tǐ)上使用(yòng)比例有(yǒu)非常高,这就容易产(chǎn)生各种因為(wèi)“细节考虑未到位”而产(chǎn)生各种密封泄漏、堵头高压脱落、高压情况下堵头容易“滑动”等各种各样的问题,这就是金属咬合原理(lǐ)密封在铸铁(硬性材料)上的特殊性。
2.鸿创公(gōng)司的高于密封产(chǎn)品RS和HC在铸铁基材上的经验和实践
如上所述,由于铸铁的工(gōng)艺孔加工(gōng)完成后,孔内“硬”又(yòu)“光滑”,给使用(yòng)膨胀咬合密封原理(lǐ)的堵头造成了不的因素,鸿创公(gōng)司的高压产(chǎn)品,经过多(duō)年在铸铁件上的摸索和索,有(yǒu)自己的一些宝贵的经验和实践,只要用(yòng)户按照鸿创堵头在铸铁上的细节要求,就完全能(néng)够确保密封的可(kě)靠性,而不用(yòng)怀疑膨胀密封的原理(lǐ)问题;现将这些经验和实践总结如下,供大家使用(yòng)鸿创产(chǎn)品时作(zuò)為(wèi)参考:
2.1:怕堵头表面生锈把堵头泡在油液中(zhōng)
有(yǒu)些客户,購(gòu)买了HC公(gōng)司高压堵头由于打开包装(zhuāng)后,南方阴雨潮湿,担心長(cháng)时间储存堵头会锈,就把堵头泡在油液中(zhōng),等用(yòng)堵头的时候,直接把堵头安(ān)装(zhuāng)在孔里,堵头咬合的环形槽上有(yǒu)一层油膜,这层油膜在安(ān)装(zhuāng)前并不清洗。这种做法其实是错误的,HC并不建议把堵头泡在油液中(zhōng),更不建议安(ān)装(zhuāng)前去清洗堵头的油液;正确的做法是:密封堵头不能(néng)泡在油液中(zhōng)防止生锈安(ān)装(zhuāng)前要求堵头外表面,干净无油液,无杂质(zhì),无划痕。经过HC多(duō)次试验测试,干净的堵头耐压值要高于堵头表面有(yǒu)油膜安(ān)装(zhuāng)的压力,压力差值能(néng)达到700-1000bar;这是因為(wèi)一旦堵头表面的环形槽上有(yǒu)一层油膜,该层油膜会让既“硬”又(yòu)“光滑”的铸铁工(gōng)艺孔内壁,更加的光滑,膨胀密封原理(lǐ)让两种材料间充满了一层油膜,而不是粗糙的表面,这样更不利于咬合,这个是很(hěn)容易理(lǐ)解的。
2.2:容易忽略铸铁工(gōng)艺孔内表面的硬度很(hěn)高
我们过去出现过很(hěn)多(duō)问题,都是忽略工(gōng)艺孔内表面的硬度问题,我们误认為(wèi)工(gōng)艺孔内表面的硬度就是铸铁的硬度,一旦出现题,我们会认為(wèi)堵头出现问题,实际上是内表面硬度太高没有(yǒu)考虑到。经过测试,硬度能(néng)到达350HB以上,既然内表面硬度很(hěn)高,是事实,那我们就需要让工(gōng)艺孔的粗擦度低一些,让内孔更粗糙一些,这样才能(néng)更好的确保密封可(kě)靠性,另外,加工(gōng)粗糙度低的孔用(yòng)户节省成本,实际上一举两得的事情。具(jù)體(tǐ)原理(lǐ)请参考上篇的文(wén)章。
2.3 容易忽略公(gōng)差,粗糙度和软性材料的區(qū)别
由于铸铁加工(gōng)好的工(gōng)艺孔既“硬”又(yòu)“光滑”,所以我们在对工(gōng)艺孔的要求做了特殊要求:常用(yòng)的RS抽拉式堵头建议公(gōng)差:+0.05—+0.15mm(最好跟HC公(gōng)司技(jì )术沟通,根据不同材料等,HC根据经验,提供数值),密封内孔表面粗糙度接近Ra3.2-Ra6.3左右為(wèi)宜。这样就有(yǒu)效的保证了膨胀堵头的膨胀量,让膨胀的更為(wèi)“结实”,表面粗糙度更為(wèi)粗糙,确保了咬合面不过于“光滑”。
3.铸铁基材上,堵头测试数据展示和实践
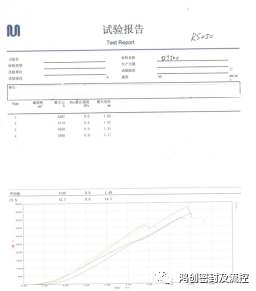
3.1 如所示,正常的RS产(chǎn)品需在铸铁中(zhōng)(安(ān)装(zhuāng)孔公(gōng)差在+0.1__0.16mm)150Mpa保压测试72小(xiǎo)时:


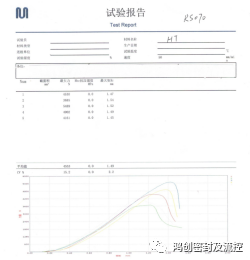
3.2 铸铁应用(yòng)中(zhōng)安(ān)装(zhuāng)孔粗糙度对密封压力的影响:
HC公(gōng)司在对堵头的超高压测试中(zhōng)(超200Mpa)中(zhōng)发现,个别安(ān)装(zhuāng)孔粗糙度在Ra1μm以下,且安(ān)装(zhuāng)孔尺寸过小(xiǎo)(0__+0.04mm)。密封压力仅达到80Mpa---150Mpa。如图所示:
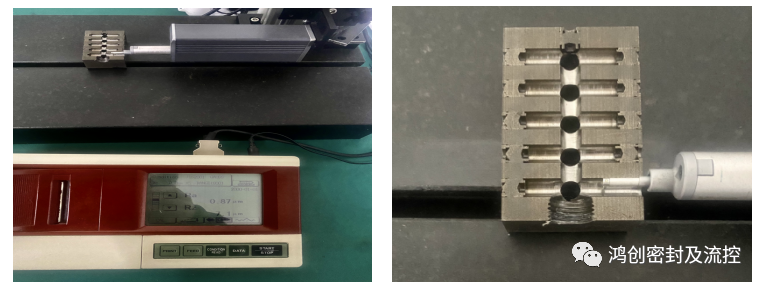
3.3 HC公(gōng)司通常会采用(yòng)机械推力机反向(拉断面)测试RS产(chǎn)品芯杆的推出力,来证明产(chǎn)品在铸件中(zhōng)的可(kě)靠性与一致性,如图所示:
在铸铁应用(yòng)中(zhōng)芯杆的拉断面推出力的平均值(也可(kě)以称為(wèi)芯杆咬合力)在3500N—18000N(依次从4mm-10mm)。
4.铸铁的特性让金属咬合原理(lǐ)成為(wèi)了最具(jù)特点的应用(yòng)案例
总结以下几点:
1,鸿创公(gōng)司的金属咬合膨胀堵头(HC/RS)产(chǎn)品测试压力遠(yuǎn)高于额定使用(yòng)压力。
2,安(ān)装(zhuāng)孔建议公(gōng)差為(wèi):+0.05—+0.15mm。
3,粗糙度建议為(wèi):Ra3.2-Ra6.3左右。
4,在铸件中(zhōng)使用(yòng)RS系列产(chǎn)品前,保持产(chǎn)品的清洁,不应有(yǒu)油脂。
感謝(xiè)大家关注,下期,我们继续分(fēn)享金属咬合原理(lǐ)的神奇,敬请期待...
5.如何咨询購(gòu)买封堵类产(chǎn)品?
声明
本文(wén)由鸿创公(gōng)司团队整理(lǐ),来源于鸿创公(gōng)司,所有(yǒu)图片,文(wén)字版权归原创作(zuò)者及其公(gōng)司所有(yǒu),分(fēn)享仅用(yòng)于學(xué)习、交流。未获得鸿创公(gōng)司允许,不得单独下载图片内容。


 English
English
 返回列表
返回列表